













Stainless Steel ReducingTee Tumbled Sand Surface
Video Introduction
| Product Name | Stainless Steel Reducing Tee |
| Standard | ASTM A213, ASTM A312, ASTM A789, ASTM A790 |
| Material Grade | 304/316L/2205 etc. |
| NPS | 1/2”-60” |
| Outer Diameter | 21.3mm-1524mm |
| Connection method | Butt Welded |
| Surface | Sand blasting/Sand rolling |
| Brushed/Mirror:400#, 600#, 800# or more | |
| Packing | Plastic bag/woven packing |
| Woven bags/Wooden boxes and other packaging methods. |
Product Introduction
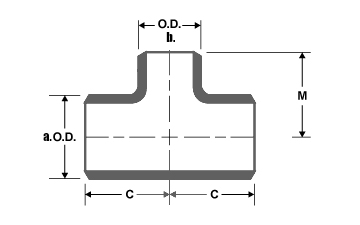
| DN | NPS | a.O.D | B.O.D | C | M |
| 15x8 | 1/2x1/4 | 21.3 | 13.5 | 25 | 25 |
| 15x10 | 1/2x3/8 | 21.3 | 17.2 | 25 | 25 |
| 20x10 | 3/4x3/8 | 26.9 | 17.2 | 29 | 29 |
| 20x15 | 3/4x1/2 | 26.9 | 21.3 | 29 | 29 |
| 25x15 | 1″x1/2 | 33.7 | 21.3 | 38 | 38 |
| 25x20 | 1″x3/4 | 33.7 | 26.9 | 38 | 38 |
| 32x15 | 1″1/4x1/2 | 42.4 | 21.3 | 48 | 48 |
| 32x20 | 1″1/4x3/4 | 42.4 | 26.9 | 48 | 48 |
| 32x25 | 1″1/4x1″ | 42.4 | 33.7 | 48 | 48 |
| 40x15 | 1″1/2x1/2 | 48.3 | 21.3 | 57 | 57 |
| 40x20 | 1″1/2x3/4 | 48.3 | 26.9 | 57 | 57 |
| 40x25 | 1″1/2x1″ | 48.3 | 33.7 | 57 | 57 |
| 40x32 | 1″1/2x1″1/4 | 48.3 | 42.4 | 57 | 57 |
| 50x20 | 2″x3/4 | 60.3 | 26.9 | 64 | 44 |
| 50x25 | 2″x1″ | 60.3 | 33.7 | 64 | 51 |
| 50x32 | 2″x1″1/4 | 60.3 | 42.4 | 64 | 57 |
| 50x40 | 2″x1″1/2 | 60.3 | 48.3 | 64 | 60 |
| 65x25 | 2″1/2x1″ | 73.0 | 33.7 | 76 | 57 |
| 65x32 | 2″1/2x1″1/4 | 73.0 | 42.4 | 76 | 64 |
| 65x40 | 2″1/2x1″1/2 | 73.0 | 48.3 | 76 | 67 |
| 65x50 | 2″1/2x2″ | 73.0 | 60.3 | 76 | 70 |
| 80x32 | 3″x1″1/4 | 88.9 | 42.4 | 86 | 70 |
| 80x40 | 3″x1″1/2 | 88.9 | 48.3 | 86 | 73 |
| 80x50 | 3″x2″ | 88.9 | 60.3 | 86 | 76 |
| 80x65 | 3″x2″1/2 | 88.9 | 73.0 | 86 | 83 |
| 90x40 | 3″1/2x1″1/2 | ||||
| 90x50 | 3″1/2x2″ | ||||
| 90x65 | 3″1/2x2″1/2 | ||||
| 90x80 | 3″1/2x3″ | ||||
| 42″x42″ | |||||
| 44″x44″ | |||||
| 46″x46″ | |||||
| 48″x48″ | |||||
| 52″x52″ | |||||
| 56″x56″ | |||||
| 60″x60″ |
Knowledge Expansion
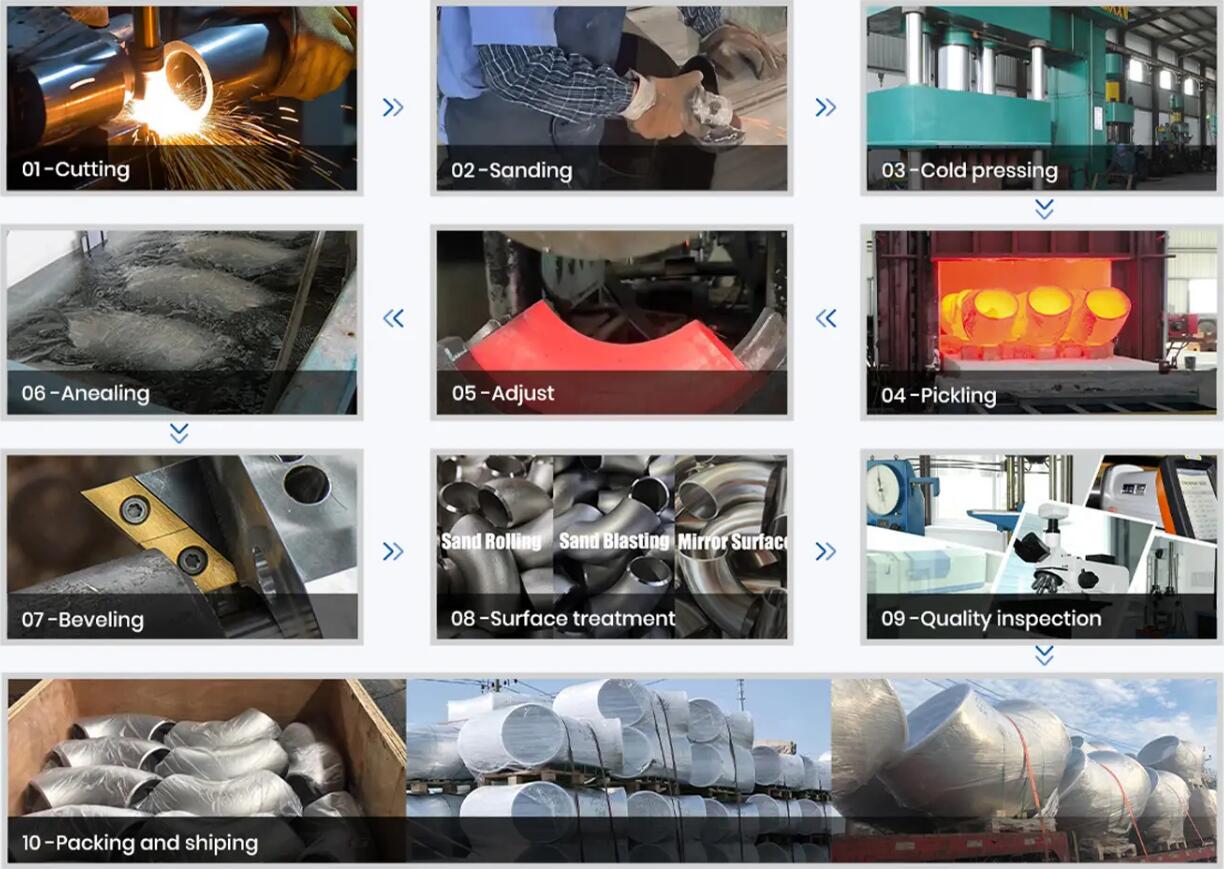
Manufacturing process of stainless steel tee
Hydraulic Bulge Method (Cold Forming)
Hydraulic bulging of stainless steel tees is a forming process that expands branch pipes through axial compensation of metal materials. The process is to use a special hydraulic press to inject liquid into the tube blank with the same diameter as the tee, and squeeze the tube blank through the synchronous centering movement of the two horizontal side cylinders of the hydraulic press. The volume of the tube blank becomes smaller after being squeezed, and the inside of the tube blank becomes smaller. The pressure of the liquid increases as the volume of the tube becomes smaller. When the pressure required for the expansion of the stainless steel tee branch is reached, the metal material flows along the inner cavity of the mold under the dual action of the liquid pressure in the side cylinder and the tube and expands the branch......
For details, click "Manufacturing process of stainless steel tee"Factory Profile
Factory exterior
10,000+㎡Factory area/30+ years of stainless steel production experience

certificate display
Production line display
Production caliber: DN15-DN2500



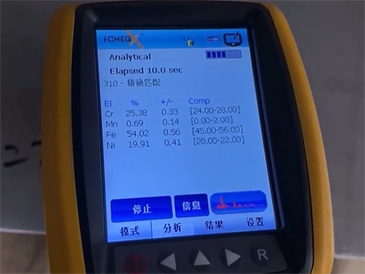
Product testing display
Support third party detection


Spot inventory display
800+ tons in stock, fast delivery



Delivery display
Ensure beautiful delivery of products


